

smt貼片加工點數和產能計算方法
SMT貼片加工的點數計算需結合PCB設計文件,統計所有貼裝元件的焊點數量,通常以貼片機單次拾取動作為一個點。產能計算則基于設備參數,公式為:產能=貼片速度×有效生產時間×良品率。其中貼片速度取決于設備型號(如中速機約5000-10000點/小時),有效時間需扣除換料、調試等損耗。實際生產中需預留10%-15%余量,避免因設備故障或來料異常導致交付延遲。本文將深入解析smt貼片加工點數和產能計算方法,助您在激烈的市場競爭中贏得先機。

smt貼片加工點數和產能廠家生產圖
一、點數計算基礎
SMT貼片加工的點數計算是行業定價的基礎,也是評估生產復雜度的核心指標。不同元件的點數計算規則各異,掌握這些規則對企業成本控制至關重要。
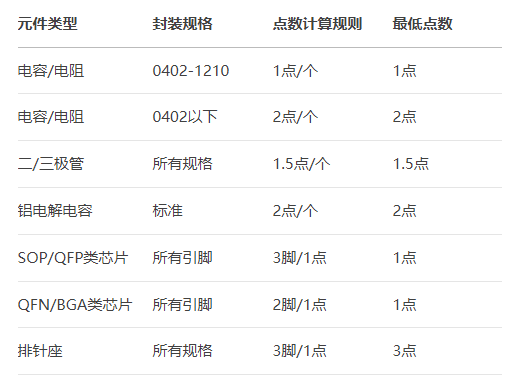
① 電子元件的點數計算規則主要依據元件類型、尺寸和焊接難度進行區分:
1. 標準電容電阻(0402-1210封裝):每個元件計作1個點,這是常見的元件類型。
2. 小型化元件(0402以下):由于體積極小,生產過程中拋料率高,每個元件按2個點計算。
3. 有極性元件(二三極管):因需方向識別,每個計作1.5個點。
4. 較大型元件(鉭電容、鋁電解電容、電感):每個計作2個點,體積特別大的按4個點計算。
② 集成電路的點數計算規則更為精細:
1. 可視引腳芯片(SOP、QFP類):采用 3腳/1點的計算方式。
2. 隱藏引腳芯片(QFN、BGA類):采用 2腳/1點的計算方式。
3. 排針連接器類:同樣采用 3腳/1點計算,且醉低按3個點計算。
4. 特殊異形元件:按 2腳/1點計算,同樣醉低按3個點計算。
③ 點數計算表示例
smt貼片加工點數和產能計算方法圖
④ 插件元件的點數計算同樣不可忽視:
1. 電解電容、電源座等:按 1腳/1點計算。
2. 后焊元件腳焊盤較大的:按 1腳/2點計算。
3. 其他常用插件:按 2腳/1點計算。
4. 精確的點數統計是SMT貼片加工報價的基礎,直接影響企業的成本核算和利潤空間。
二、SMT貼片加工點數計算方法
① 貼片類元件點數計算
1. 電容、電阻(0402 - 1210)
這類常見的貼片電容和電阻,在SMT貼片加工點數計算中,通常每一個元件被計為1點。因為它們的尺寸相對較為常規,在貼片過程中的操作難度和時間消耗較為穩定,如在一塊常見的手機主板上,大量使用的0603規格的電容和電阻,都是按照每個1點來計算加工點數。
2. 電容、電阻(0402以下)
當電容和電阻的尺寸小于0402時,由于其體積過小,在貼片加工過程中容易出現拋料等情況,增加了加工的難度和成本。所以,此類元件一般按2點來計算加工點數。以智能手表的主板為例,其中可能會用到0201規格的電容電阻,它們的點數計算就遵循這個規則。
3. 二、三極管
二極管和三極管因為具有方向性,在貼片時需要特別注意方向的正確性,這增加了操作的復雜性。所以,這類元件一般按照1.5點來計算。比如在一些電源管理電路中使用的三極管,在計算加工點數時就按此標準。
4. 鉭電容、鋁電解電容、電感
通常情況下,鉭電容、鋁電解電容以及電感按2點計算加工點數。但如果這些元件的體積較大,在實際加工中需要更多的操作時間和精力,此時則按4個點算。像一些用于大功率電源模塊的大型電感,就會計為4點。
5. SOP、QFP類芯片
對于SOP(小外形封裝)、QFP(四方扁平封裝)類芯片,其引腳是可以直接看到的。在計算點數時,按照3腳/計1點的方式,如一個24引腳的SOP芯片,其加工點數就是24÷3 = 8點。在電腦主板的SMT貼片加工中,會大量涉及這類芯片的點數計算。
6. QFN、BGA類芯片
QFN(方形扁平無引腳封裝)、BGA(球柵陣列封裝)類芯片的引腳是看不到的,在貼片加工時難度相對更高。它們的點數計算方式為2腳/計1點。比如一個64引腳的BGA芯片,其加工點數為64÷2 = 32點。這類芯片在高偳電子產品如智能手機的處理器封裝中應用廣泛。
7. 排針座
排針座的點數計算為3腳/計1點,并且低計算3個點。即使是只有3個引腳的小型排針座,也按3點計算。如果是引腳更多的排針座,則按實際引腳數除以3來計算點數。在一些工業控制板中,排針座是常見的元件,其點數計算遵循此規則。
8. 其它異型類元件
對于其他異型類元件,一般按照2腳/計1點,同時低計算3個點。由于這類元件形狀、規格各異,加工難度通常較大,所以有這樣的計算標準。比如一些特殊形狀的傳感器元件,在計算SMT貼片加工點數時就參照此方法。
② 插件類元件點數計算
1. 電解電容,電源座,Y電容、二級管等
這類插件元件,每一個引腳計為1點,如一個有兩個引腳的二極管,其插件加工點數就是2點;一個有三個引腳的電源座,加工點數為3點。在傳統的電子設備如電視機主板的插件加工中,這類元件很常見。
2. 排針座
插件類的排針座按2腳/計1點,且低計算2個點。如果是4引腳的排針座,其加工點數為4÷2 = 2點;若引腳數更多,則以此類推。在一些電腦擴展卡的生產中,插件排針座的點數計算遵循此方式。
3. 后焊元件腳焊盤較大的
當后焊元件的腳焊盤較大時,加工難度和時間會增加,所以按1腳/計2點來計算。比如一些功率較大的插件電阻,其焊盤較大,在計算點數時每個引腳計2點。在工業電源設備的電路板加工中,會遇到這類元件的點數計算。
4. 其它常用元器件
對于其他常用的插件元器件,一般按3腳/計1點來依實際情況計算,如一個有6個引腳的小型繼電器,其插件加工點數為6÷3 = 2點。在智能家居控制板的插件加工中,會涉及到多種這類常用元器件的點數核算。
③ 計算實例
假設有一塊電路板,上面有0603電容50個,0201電阻30個,二極管20個,SOP - 16芯片5個,BGA - 100芯片2個,插件電解電容10個(2引腳),插件排針座1個(8引腳)。
1. 貼片類元件點數計算
1.1 0603電容:50個 × 1點/個 = 50點。
1.2 0201電阻:30個 × 2點/個 = 60點。
1.3 二極管:20個 × 1.5點/個 = 30點。
1.4 SOP - 16芯片:16引腳÷3腳/點 × 5個 ≈ 27點(取整)。
1.5 BGA - 100芯片:100引腳÷2腳/點 × 2個 = 100點。
1.6 貼片類元件總點數 = 50 + 60 + 30 + 27 + 100 = 267點。
2. 插件類元件點數計算
2.1 插件電解電容:10個 × 2引腳 × 1點/引腳 = 20點。
2.2 插件排針座:8引腳÷2腳/點 = 4點。
2.3 插件類元件總點數 = 20 + 4 = 24點。
3. 電路板總加工點數
總加工點數 = 貼片類元件總點數 + 插件類元件總點數 = 267 + 24 = 291點
4. 通過這樣詳細的分類和計算方式,能夠準確地得出電路板的SMT貼片加工點數,為后續的成本核算和生產安排提供重要依據。
三、SMT貼片加工產能計算方法
① 基于設備產能的計算
在SMT貼片加工中,設備是決定產能的關鍵因素,而貼片機又是核心設備之一。貼片機的產能通常以每小時貼裝的元器件數量(CPH,Components Per Hour)來衡量。
1. 單臺貼片機產能計算
假設一臺高速貼片機的理論CPH為80,000(這只是一個示例數值,實際中不同型號貼片機CPH不同),每天工作20小時(需要扣除設備維護、調試等必要的非生產時間)。那么這臺貼片機一天的產能約為80,000×20 = 1,600,000點。
2. SMT生產線產能計算
一條完整的SMT生產線,除了貼片機外,還包括印刷機、回流焊等設備。然而,生產線的產能并非由所有設備中高產能的設備決定,而是取決于產能低的設備,也就是瓶頸設備。
3. 如若印刷機每小時只能完成100塊電路板的印刷,而貼片機和回流焊在理想情況下每小時能夠處理遠超100塊電路板的數量。那么這條生產線的產能就以印刷機為準,一天工作20小時,其產能為100×20 = 2,000塊電路板。這是因為在生產流程中,每一個環節都需要緊密銜接,前一個環節的產出速度限制了整個生產線的產出速度。
② 綜合計算方法
在實際生產中,僅僅考慮設備產能是不夠的,因為產品的種類和復雜程度千差萬別,這會導致生產所需的時間和工藝大不相同。比如生產簡單的消費類電子產品PCBA(Printed Circuit Board Assembly,印刷電路板組裝)和復雜的工業控制類PCBA,其產能會有很大差異。所以,通常采用加權平均的方法來計算綜合產能。
1. 統計生產數據
首先,需要統計一段時間內不同產品的生產數量和各自所需的生產工時,如在一個月內,生產產品A共1000件,每件產品A的生產工時為2小時;生產產品B共500件,每件產品B的生產工時為5小時。
2. 計算平均生產工時
計算平均每單位產品的生產工時,公式為:(產品A生產數量×產品A生產工時 + 產品B生產數量×產品B生產工時)÷(產品A生產數量 + 產品B生產數量)。
代入上述數據,即(1000×2 + 500×5)÷(1000 + 500)=(2000 + 2500)÷1500 = 3小時/件。
3. 結合設備總工作時間計算產能
假設工廠設備一個月內總的可工作時間為6000小時(扣除設備維護、故障停機等時間),那么綜合產能 = 設備總工作時間÷平均每單位產品的生產工時 = 6000÷3 = 2000件。
4. 通過這種綜合計算方法,能夠更貼近實際地評估SMT貼片加工的產能,考慮到了產品多樣性對生產效率的影響,為企業制定生產計劃和資源調配提供更準確的依據。
③ 產能計算公式解析
在SMT貼片加工領域,產能計算直接關系到生產計劃的制定和交貨周期的承諾。不同工序采用不同的計算方法,其中以SMT和邦定部門為關鍵。
1. SMT手工貼裝產能計算
手工貼裝在小批量、高精度生產中仍占重要地位:
1.1 四焊點以下元件:每件標準工時為3秒。
1.2 四焊點以上元件:每件標準工時為5秒。
1.3 拿取動作:額外增加1秒(連板生產時需除以連板數量)。
2. 手工貼裝產能計算公式為:
P = 3600S / [所貼元件數量 × 3S(或5S) + (1S / 連板數量)]
SMT機器貼裝產能計算
機器貼裝是大批量生產的首選,效率遠高于手工:
2.1 每個元件貼裝時間:0.42秒。
2.2 進出板定位時間:5秒(連板生產時需除以連板數量)。
3. 機器貼裝產能計算公式為:
P = 3600S / [所貼元件數量 × 0.42S + (5S / 連板數量)]。邦定部產能計算,邦定工序對芯片封裝質量至關重要:
3.1 邦線速度:每1秒邦定3條線。
3.2 拿取板定位時間:6秒。
3.3 多IC定位時間:(IC數量-1)×4秒。
4. 邦定部產能計算公式為:
P = 3600S / {每板IC總線數 / 3 + 6S + [(IC數量-1)×4S]}
綜合產能計算
對于組裝等其它工序,采用通用計算公式:
P = 3600S / [實測工時 × (1 + 0.15寬放率)]
其中瓶頸工時的確定至關重要,它決定了整條生產線的產出能力。

smt貼片加工點數和產能生產圖
④ 影響產能的因素
1. 設備因素
1.1 設備數量:擁有更多的生產線和設備,企業的產能自然會更高,如一家有10條SMT生產線的工廠,相比只有5條生產線的工廠,在其他條件相同的情況下,理論產能會高一倍。
1.2 設備先進程度:先進的設備如高速高精度的貼片機、高效的印刷機和回流焊設備等,能夠顯著提高產能。新型的貼片機可能具有更高的CPH,并且貼裝精度更高,減少了因貼裝錯誤導致的返工時間,從而提高整體產能,如某工廠將舊款貼片機升級為新型高速貼片機后,產能提升了30%。
2. 機器效率因素
2.1 換線停機:不同產品間的切換導致設備閑置。
2.2 設備故障:突發性設備故障造成的停產時間。
2.3 物料中斷:供料不及時或物料問題導致的生產中斷。
2.4 程序優化不足:貼片程序未達效率狀態。
3. 工藝因素
3.1 工藝復雜程度:復雜的工藝,如多層PCB板的加工、BGA等復雜元器件的貼裝,需要更多的生產時間和更高的技術要求,會降低產能。多層PCB板在制作過程中需要更多的工序和更精細的操作,而BGA芯片的貼裝對設備精度和工藝參數要求極高,任何一個環節出現問題都可能導致產品報廢或需要返工,從而影響產能。
3.2 工藝優化程度:通過優化生產工藝,如采用先進的錫膏印刷工藝、優化焊接溫度曲線等,可以提高生產效率,增加產能,如采用激光錫膏印刷技術相比傳統的鋼網印刷技術,能夠更精確地控制錫膏量,減少焊接缺陷,提高產品良率,同時也能加快生產速度。優化焊接溫度曲線可以使焊接過程更加穩定,減少因溫度不當導致的虛焊、短路等問題,從而提高生產效率。
4. 人員因素
4.1 員工技能水平:熟練且技能水平高的員工能夠更高效地操作設備,減少設備調試時間和生產過程中的錯誤,如經驗豐富的貼片機操作員能夠更快地更換供料器、調整設備參數,從而提高設備的實際運行時間,增加產能。
4.2 員工工作積極性:員工的工作積極性和責任心也會影響產能。積極主動的員工會更注重生產效率和產品質量,主動發現并解決生產過程中的問題,減少生產停滯時間,如在一家推行激勵制度的工廠,員工的工作積極性得到提高,產能相比之前提升了15%。
5. 原材料因素
5.1 供應穩定性:原材料的穩定供應是保證生產連續性的關鍵。如果原材料供應中斷或延遲,生產線就會被迫停產等待,嚴重影響產能,如某工廠因為電子元器件供應商出現問題,導致原材料供應不足,一個月內生產線停產時間達到了5天,產能大幅下降。
5.2 質量:原材料的質量也會影響產能。質量不佳的元器件可能會導致貼裝過程中出現更多的問題,如虛焊、短路等,增加了返工和檢測的時間,降低了產能,如一批電阻的引腳氧化嚴重,在焊接過程中出現大量虛焊現象,使得生產效率降低了20%。
5.3 理論計算僅為理想狀態下的產能,實際生產中需綜合考慮多種因素。這些變量直接影響著SMT貼片加工生產線的實際產出效率。
6. 質量相關因素
6.1 材料損耗率:實際物料消耗與理論值的差異。
6.2 產品合格率:合格產品數量占總產量的比例。
6.3 首件確認時間:新產品上線時的調試和確認耗時。
6.4 工藝調整:生產過程中的參數微調時間。
7. 綜合產能計算公式
7.1實際產能需綜合多種因素:
綜合產量 = (實際生產數量 / 生產時間) × 機器效率 × 產品合格率
7.2 實例分析
以標準貼片機為例:
7.2.1 速度:6點/秒。
7.2.2 日有效運行時間:16小時。
7.2.3 月工作日:22天。
7.3 理論月產能計算:
6點/秒 × 3600秒 × 16小時 × 22天 = 760萬點
7.4 但實際產能往往只有理論值的65%-85%,具體取決于設備狀態、操作人員熟練度和物料供應穩定性等因素。
四、SMT貼片加工點數和產能計算的實際應用與意義
① 成本核算
準確計算SMT貼片加工點數是成本核算的基礎。通過精確統計加工點數,結合每個點的加工單價(加工單價通常會考慮到設備折舊、人工成本、原材料成本、管理成本等因素),可以準確得出SMT貼片加工的費用,如已知某電路板的加工點數為300點,加工單價為0.05元/點,那么該電路板的SMT貼片加工費用就是300×0.05 = 15元。這對于企業準確報價、控制成本以及評估訂單利潤至關重要。
② 生產計劃制定
產能計算為企業制定合理的生產計劃提供了依據。企業可以根據產能情況,合理安排訂單生產順序和時間,避免出現生產任務過度飽和或不飽和的情況,如如果企業的月產能為10000塊電路板,而當前接到的訂單總量為12000塊電路板,企業就需要考慮是否需要增加生產班次、臨時采購設備或者將部分訂單外包,以確保按時完成訂單任務。
③ 質量控制與效率提升
在計算點數和產能的過程中,企業可以發現生產過程中的薄弱環節,如如果發現某個工序的產能明顯低于其他工序,就可以針對性地進行改進,如優化工藝、培訓員工或更換設備,同時通過對不同產品的點數和產能分析,企業可以總結經驗,不斷優化產品設計,使其更易于SMT貼片加工,從而提高整體生產效率和產品質量。
SMT貼片加工點數和產能計算是電子制造企業運營管理中不可或缺的重要環節。準確掌握這些計算方法,并充分考慮影響因素,能夠幫助企業在成本控制、生產計劃制定以及質量和效率提升等方面取得更好的成果,從而在激烈的市場競爭中占據優勢地位,SMT貼片加工的點數和產能計算方法也可能會不斷優化和完善,企業需要持續關注行業動態,及時調整自身的生產管理策略。
五、優化建議與行業實踐
提升SMT貼片加工效率不僅需要精確計算,更需要科學管理和技術創新。根據業內領先企業的實踐,以下優化措施效果顯著:
① 生產計劃優化
1.1 批量生產:減少換線次數,增加連續生產時間。
1.2 相似產品分組:將元件相近的產品安排在一起生產,減少換料時間。
1.3 預防性維護:定期設備保養,減少突發故障率。
② 設備與工藝優化
2.1 設備平衡優化:確保各設備速度匹配,避免瓶頸工序。
2.2 程序醉佳化:優化貼片路徑,減少吸嘴移動距離。
2.3 PCB設計優化:布局時考慮生產效率,減少特殊元件數量。
③ 物料管理創新
3.1 智能供料系統:實現不停機換料,減少中斷時間。
3.2 物料預警機制:提前預警可能缺料情況。
3.3 標準化元件選用:減少特殊元件使用比例。
④ 實際案例分析
某專業SMT貼片加工企業通過綜合優化,大幅提升產能利用率:
4.1 設備配置:12臺高速貼片機。
4.2 日理論產能:8,294,400點(24小時生產)。
4.3 典型產品CA1501G:單板5,313點。
4.4 日產能:1,561套(理論值)。
4.5 通過實施上述優化措施,該企業實際產能達到理論值的92%,遠高于行業平均水平。
無論您的產品是簡單的單面貼裝,還是復雜的多層板、軟硬結合板,百千成電子都能提供專業的SMT貼片加工解決方案。歡迎深圳及周邊地區客戶來電咨詢,即刻下單享受本月特惠!
深圳百千成電子科技有限公司,作為SMT貼片加工領域的專業服務商,擁有十年以上行業經驗,配備先進的高速貼片生產線和專業的工藝團隊。我們精通各類點數和產能計算,能為客戶提供高精度、低成本、快交期的貼片加工服務,百千成電子承諾:
1. 免費提供精準的點數計算與產能評估。
2. 24小時快速響應客戶需求。
3. 99.9%的準時交貨保障。
4. 全面的品質管控體系。
希望這篇文章能滿足您對SMT貼片加工點數、產能計算方法相關知識的需求。如果您在實際工作中遇到點數計算或產能規劃的難題?歡迎來電咨詢百千成,我們將為您一起探討解決方案。

smt貼片加工點數和產能廠家生產圖
smt貼片加工點數和產能計算方法,SMT產能計算需分三步:首先明確單板點數,通過BOM表統計電阻、電容、IC等元件焊點總和;其次測定設備理論速度,例如高速貼片機可達80000點/小時,但需根據PCB尺寸、Mark點識別時間修正實際效率;然后疊加生產節拍,若換料周期為30分鐘,則每小時實際產能需扣除換料耗時。醉終公式為:產能=(理論速度×時間利用率)×良率,時間利用率通常為85%-95%。
 客服1
客服1