

smt貼片加工焊錫連錫的原因與解決方法
SMT貼片加工中焊錫連錫的主要原因,包括工藝參數設置不當與焊膏質量問題。溫度曲線偏高或升溫過快會導致焊膏流動性過強,易溢出焊盤形成橋接;焊膏金屬含量過高或助焊劑活性過強,也會加劇連錫風險。解決方法需優化溫度曲線,控制峰值溫度和升溫速率,同時選擇合金比例合理、粘度適中的焊膏,并嚴格管控焊膏印刷厚度與位置,避免過量涂抹,此外加強焊膏儲存管理,防止因吸濕或沉淀導致性能變化,可有效降低連錫概率。今天就讓我們深入探討smt貼片加工焊錫連錫的原因與解決方法。

smt貼片加工焊錫連錫的廠家生產圖
一、smt貼片加工焊錫連錫的解決方法
① 優化焊膏選擇與管理
1. 根據工藝需求精 準選型:在選擇焊膏時,要充分考慮SMT貼片加工的具體工藝要求、元件類型、引腳間距以及PCB板材質等因素。對于細間距、高密度的貼片元件,應選用粘度適中、錫粉顆粒度細且均勻、助焊劑活性高的焊膏,以確保良好的印刷性能和焊 接質量,如對于0201元件,可選擇粘度在100 - 120Pa·s、錫粉顆粒度為T5或T6級的焊膏,同時要對焊膏供應商進行嚴格篩選,確保焊膏質量穩定可靠。
2. 規范焊膏儲存與使用:焊膏的儲存和使用條件對其性能有很大影響。焊膏應儲存在低溫(一般為5℃ - 10℃)、干燥的環境中,以延長其保質期和保持性能穩定。在使用前,需將焊膏從冰箱中取出,在室溫下放置2 - 4小時,使其溫度回升至室溫,避免因溫度差異導致焊膏內部出現水汽凝結。
開封后的焊膏應盡快使用,一般建議在2 - 4小時內用完,剩余的焊膏要密封保存,并在下次使用前進行充分攪拌,確保其均勻性,此外要定期對焊膏的粘度、顆粒度等性能指標進行檢測,一旦發現異常,及時更換焊膏。
② 改進鋼網設計與印刷工藝
1. 優化鋼網開孔設計:鋼網開孔設計要根據PCB板上焊盤的尺寸、形狀以及元件引腳間距等因素進行精確計算和設計。遵循“開孔尺寸略小于焊盤尺寸”的原則,一般開孔寬度比焊盤寬度小0.05 - 0.1mm,長度方向也相應減小,以控制焊膏的印刷量,同時開孔形狀應采用圓角或倒角設計,減少焊膏在脫模時的殘留和橋接風險。
對于細間距元件,可采用階梯式鋼網設計,即針對不同區域的元件,在鋼網厚度上進行差異化處理,以滿足不同的下錫量需求,此外要定期對鋼網進行清洗和維護,去除鋼網開孔內殘留的焊膏,確保鋼網的印刷性能。
2. 精確控制印刷工藝參數:在焊膏印刷過程中,要精確控制印刷壓力、速度和刮刀角度等工藝參數。通過試驗和數據分析,確定適合不同類型PCB板、鋼網和焊膏的醉佳印刷參數組合。印刷壓力應根據鋼網厚度、焊膏粘度以及PCB板材質等因素進行調整,確保焊膏能夠充分填充鋼網開孔并轉移到PCB焊盤上,同時避免壓力過大損壞鋼網和PCB板。
印刷速度要適中,保證焊膏有足夠的時間在鋼網上滾動和填充開孔,一般控制在30 - 80mm/s之間。刮刀角度通常設置在45° - 60°之間,角度過小會影響焊膏的填充效果,過大則容易使焊膏在刮刀邊緣堆積,此外要定期對印刷機進行校準和維護,確保設備的精度和穩定性。
3. 確保PCB板與鋼網的良好貼合:在印刷前,要對PCB板的平整度進行檢查,對于翹曲變形超過允許范圍的PCB板,應進行整平處理或報廢處理,同時要確保PCB板在印刷機上的固定牢固,避免在印刷過程中發生位移。
對于鋼網要定期檢查其平整度,如有變形應及時進行修復或更換。在安裝鋼網時,要保證鋼網與PCB板之間的間隙均勻,一般間隙控制在0.05 - 0.1mm之間,可通過在鋼網與PCB板之間放置塞尺進行檢測和調整,此外可采用真空吸附或定位銷等方式進一步提高PCB板與鋼網的貼合精度。
4. 鋼網工程的毫米級
在東莞某上市EMS企業的無塵車間,激光切割鋼網正進行納米級改造:
4.1 階梯鋼網技術:對0.4mm間距QFN采用外延部分減薄至80μm。
4.2 納米涂層突破:新型氟聚合物涂層使脫模率提升至99.2%。
4.3 智能印刷監控:3D SPI實時反饋錫膏厚度,自動補償精度達±3μm。
③ 提升元件貼裝精度
1. 定期校準貼片機設備:貼片機的定位精度是保證元件貼裝質量的關鍵,因此要定期對貼片機進行校準和維護。校準內容包括視覺系統的校準、機械傳動系統的校準以及吸嘴的校準等。
視覺系統負責識別元件和PCB板上的焊盤,其校準可以確保元件能夠準確地被貼裝到指定位置;機械傳動系統的校準能夠保證貼片機的運動精度,減少因機械誤差導致的元件偏移;吸嘴校準則可避免因吸嘴磨損、堵塞等問題造成的元件拾取和貼裝異常。通過定期校準,將貼片機的定位精度控制在合理范圍內,降低連錫風險。
2. 嚴格把控元件引腳質量:在元件采購環節,要對元件引腳的共面度進行嚴格檢測。可以采用專業的檢測設備,如光學檢測儀器(AOI)或X射線檢測設備(AXI),對元件引腳進行全偭檢測。對于共面度不符合要求的元件,堅決不予使用。在元件的運輸和存儲過程中,要采取有效的防護措施,如使用防靜電包裝、避免堆疊過高、防止受到外力擠壓等,確保元件引腳不受損壞,始終保持良好的共面度。
3. 精 準調節貼裝壓力:根據不同類型的元件和焊膏特性,通過貼片機的壓力傳感器對貼裝壓力進行精 準調節。在正式生產前,可進行小批量試貼裝,通過對試貼裝元件的焊 接質量進行檢測和分析,確定醉佳的貼裝壓力參數,同時在生產過程中,要實時監測貼裝壓力的變化情況,一旦發現異常,及時進行調整,確保元件能夠以合適的壓力貼裝到PCB板上,避免因壓力不當引發連錫問題。
④ 優化回流焊 接工藝
1. 科學設置回流溫度曲線:針對不同類型的焊膏和元件,建立詳細的回流溫度曲線數據庫。在生產前,根據具體的產品要求,從數據庫中選取合適的溫度曲線作為參考,并結合實際生產情況進行微調。可以通過模擬焊 接試驗,對不同溫度曲線下的焊 接效果進行評估,觀察焊點的外觀、潤濕情況以及是否存在連錫等問題,醉終確定醉佳的回流溫度曲線。在生產過程中,要定期對回流爐的溫度進行校準,確保實際溫度與設定溫度一致,保證焊 接質量的穩定性。
2. 保證回流爐內熱風循環均勻:定期對回流爐的熱風循環系統進行維護和保養,清理熱風管道內的灰塵和雜物,檢查風扇的運轉情況,確保熱風能夠均勻地分布在回流爐內。可以在回流爐內安裝多個溫度傳感器,實時監測不同區域的溫度變化情況,一旦發現溫度不均勻,及時對熱風循環系統進行調整或維修,此外合理安排PCB板在回流爐內的傳輸速度和擺放間距,避免因PCB板相互遮擋而影響熱風的流通,保證每一塊PCB板都能在均勻的溫度環境下完成焊 接過程。
3. 回流曲線的精 準制導
某新能源汽車悾制器產線引入AI溫度優化系統后,良率提升2.3%:
3.1 多熱電偶矩陣監控:在載具不同位置部署12個測溫點。
3.2 熱仿真預優化:基于元器件布局自動生成醉佳溫區設定。
3.3 氧含量閉環控制:實時調節氮氣流量維持氧含量<50ppm。
⑤ 完善PCB設計與制造管控
1. 合理規劃焊盤間距:在PCB設計階段,嚴格遵循設計規范和標準,根據元件引腳間距和焊 接工藝要求,合理規劃焊盤間距。對于高密度集成的電子產品,在滿足功能需求的前提下,盡量避免過度減小焊盤間距。可以采用專業的PCB設計軟件,對焊盤間距進行精確計算和優化,確保焊盤間距能夠為焊 接過程提供足夠的安全余量,有效降低連錫風險,同時在設計完成后,要對PCB設計文件進行嚴格的審核,檢查焊盤間距等關鍵參數是否符合要求。
2. 優化阻焊層設計:與PCB制造廠家密切溝通,確保阻焊層的開窗設計合理。阻焊層開窗尺寸應略大于焊盤尺寸,但不能過大,一般開窗邊緣比焊盤邊緣大0.05 - 0.1mm為宜。在設計阻焊層時,要考慮到不同元件的焊 接要求和特點,對于容易出現連錫的區域,如細間距元件引腳周圍,可以適當調整阻焊層的形狀和厚度,增強對焊料的限制作用,此外要嚴格控制阻焊層的制造質量,加強對阻焊層針孔、氣泡等缺 陷的檢測,確保阻焊層能夠有效地防止焊料的流淌和擴散。
3. 嚴格把控PCB板表面處理質量:在選擇PCB板供應商時,對其表面處理工藝進行深入考察和評估。要求供應商提供表面處理工藝的詳細資料和質量檢測報告,了解其工藝穩定性和質量控制能力。
在PCB板到貨后,對其表面處理質量進行嚴格檢測,可采用金相顯微鏡、X射線熒光光譜儀等設備,對表面處理層的厚度、成分、均勻性等指標進行檢測。對于表面處理質量不符合要求的PCB板,及時與供應商溝通處理,避免因表面處理不俍影響SMT貼片加工的焊 接質量,導致連錫等問題的發生。
⑥ 改善生產環境條件
1. 精 準控制溫濕度:在SMT車間安裝高精度的溫濕度監測設備,實時監測車間內的溫濕度變化情況。通過溫濕度控制系統,將車間溫度精確控制在22℃ - 26℃之間,濕度控制在40% - 60%RH范圍內。當溫濕度出現異常波動時,系統能夠自動報警并啟動調節裝置,對溫濕度進行及時調整,同時定期對溫濕度監測設備進行校準和維護,確保監測數據的準確性和可靠性,為SMT貼片加工提供穩定的溫濕度環境。
2. 提高車間潔凈度:加強車間的潔凈管理,定期對車間進行清潔和消毒,使用專用的清潔工具和清潔劑,清除地面、墻面、設備表面以及工作臺上的灰塵和雜物。安裝高 效的空氣凈化設備,如空氣過濾器、空氣凈化機組等,對進入車間的空氣進行過濾凈化,確保車間內的空氣潔凈度達到萬級或更高及別的標準,此外要求工作人員在進入車間前更換潔凈服、佩戴口罩和手套等防護用品,避免將外界的灰塵和雜質帶入車間,減少因環境因素導致的焊錫連錫問題。
⑦ 物料與設備的協同進化
某軍工單位通過實施物料-設備聯動系統,將連錫缺 陷率壓縮至50ppm:
1. 貼片機智能補償:視覺系統自動識別器件變形并生成補償向量。
2. 濕度敏感元件區塊鏈追溯:從拆包到貼裝全程溫濕度監控。
3. 焊膏動態管理系統:回溫時間>4小時自動鎖定使用權限。
在SMT貼片加工過程中,焊錫連錫問題的產生原因復雜多樣,涉及焊膏、鋼網、元件貼裝、回流焊 接、PCB設計制造以及環境等多個方面。要有效解決這一問題,需要從各個環節入手,采取全偭、系統的解決策略。通過優化焊膏選擇與管理、改進鋼網設計與印刷工藝、提升元件貼裝精度、優化回流焊 接工藝、完善PCB設計與制造管控以及改善生產環境條件等措施,能夠顯著降低焊錫連錫的發生率,提高SMT貼片加工的產品質量和生產效率。
二、smt貼片加工焊錫連錫的原因探究
① 焊膏相關因素
1. 焊膏粘度不適宜:焊膏的粘度是影響其印刷性能和焊 接質量的關鍵因素。粘度過高,焊膏在印刷過程中流動性差,難以順利通過鋼網開孔轉移到PCB焊盤上,容易出現填充不足、印刷不完整的情況。而當粘度過低時,焊膏就像“失控的水流”,在印刷后容易因重力或輕微振動而發生流淌、擴散,相鄰焊盤間的焊膏就可能相互融合,為回流焊 接時的連錫創造條件,如對于0402、0201等小型封裝元件,對焊膏粘度的要求更為嚴格,若粘度選擇不當,連錫風險會顯著增加。
2. 錫粉顆粒度異常:錫粉顆粒的大小和均勻度對焊膏的性能也有重要影響。如果錫粉顆粒過細,其比表面積增大,表面活性增強,在回流焊 接時更容易發生團聚、燒結現象,導致焊料流動性過大,汲易在相鄰焊點間形成連錫,相反若錫粉顆粒過大,焊膏的均勻性和印刷性能會變差,同樣可能引發焊 接缺 陷,其中就包括連錫問題,一般適用于SMT貼片加工的錫粉顆粒度多為T4 - T6級,不同的應用場景和元件封裝需要選擇合適的顆粒度。
3. 助焊劑活性不足:助焊劑在焊 接過程中起著至關重要的作用,它能夠去除焊盤和元器件引腳上的氧化物,降低焊料的表面張力,促進焊料的潤濕和鋪展。當助焊劑活性不足時,無法有效清除氧化物,焊料與焊盤之間的潤濕性變差,焊料在熔融狀態下不能均勻地覆蓋焊盤,為了尋求更好的附著點,就可能流向相鄰焊點,從而產生連錫,此外助焊劑的涂布量不均勻或不足,也會導致類似問題。
4. 錫膏印刷環節的精 準失控
在SMT貼片加工流程中,錫膏印刷堪稱"差之毫厘,謬以千里"的關鍵工序。某日資企業曾因鋼網厚度偏差僅5μm,導致手機模塊連錫率飆升18%。究其根源:
4.1 鋼網設計陷阱:開口尺寸與PCB焊盤匹配度不足(如IC引腳間距0.4mm卻采用1:1開口).
4.2 張力缺失危機:使用超過10萬次的鋼網張力衰減至15N/cm2以下(標準應>35N/cm2)。
4.3 印刷參數盲區:刮刀壓力波動超過±0.2kgf,印刷速度超出40-80mm/s醉佳區間。
② 鋼網設計與印刷工藝問題
1. 鋼網開孔尺寸與形狀不合理:鋼網作為焊膏印刷的“模具”,其開孔尺寸和形狀直接決定了焊膏的印刷量和分布情況。如果鋼網開孔尺寸比焊盤大過多,會導致印刷到焊盤上的焊膏量過多,在回流焊 接時多余的焊料就容易溢出,形成連錫。
如對于引腳間距為0.5mm的QFP元件,若鋼網開孔寬度比焊盤寬度大了0.1mm以上,連錫的概率可能會增加數倍,同時鋼網開孔的形狀也很關鍵,直角形狀的開孔在脫模時容易使焊膏殘留,形成橋接,而采用適當的圓角或倒角設計可以改善這一情況。
2. 鋼網厚度選擇不當:鋼網厚度與焊膏的下錫量密切相關。過厚的鋼網會使下錫量過多,增加連錫風險;而過薄的鋼網則可能導致焊膏下錫不足,影響焊 接質量。
在實際生產中需要根據PCB板上,不同區域的元件類型、引腳間距以及焊盤尺寸等因素,合理選擇鋼網厚度。比如對于高密度、細間距的貼片元件區域,可能需要采用較薄的鋼網(如0.1mm以下),而對于引腳較粗、焊盤較大的元件,可適當選用稍厚的鋼網(如0.15mm - 0.2mm)。
3. 印刷壓力與速度不協調:印刷壓力和速度是影響焊膏印刷質量的重要工藝參數。印刷壓力不足時,焊膏無法充分填充鋼網開孔,會出現印刷不飽滿、漏印等問題;而壓力過大,不僅會損壞鋼網和PCB板,還可能使焊膏擠出過多,在焊盤邊緣堆積,回流時容易造成連錫。
印刷速度過快,焊膏在鋼網上的滾動和填充時間不足,同樣會導致印刷質量下降,增加連錫隱患,通常印刷壓力應根據鋼網厚度、焊膏特性以及PCB板材質等因素進行調整,一般在5 - 10N/cm2之間,印刷速度則控制在30 - 100mm/s較為合適。
4. PCB板與鋼網的貼合不俍:在焊膏印刷過程中,PCB板與鋼網咇須緊密貼合,才能保證焊膏準確地轉移到焊盤上。如果PCB板存在翹曲變形,或者在印刷時固定不牢固,就會使鋼網與PCB板之間出現間隙,導致焊膏在印刷過程中發生滲漏、偏移,進而引發連錫,此外鋼網的平整度也很重要,若鋼網因長期使用出現變形、磨損等情況,也會影響與PCB板的貼合效果,增加連錫風險。
③ 元件貼裝偏差
1. 貼片機定位精度不足:貼片機是將元件精 準貼裝到PCB板上的關鍵設備,其定位精度直接影響元件與焊盤的對準程度。當貼片機的定位精度不足時,元件引腳與焊盤之間會出現偏移,偏移量過大就會導致焊 接時焊料分布不均勻,相鄰引腳間的焊料更容易連接在一起,形成連錫,如對于0201元件,貼片機的定位精度要求通常在±0.05mm以內,若實際精度超出這個范圍,連錫的可能性將大幅提高。
2. 元件引腳共面度差:對于一些多引腳的元件,如QFP、BGA等,引腳的共面度對焊 接質量有重要影響。如果元件在制造過程中引腳共面度控制不佳,或者在運輸、存儲過程中受到外力擠壓導致引腳變形,使得引腳不在同一平面上,在貼裝和焊 接時,部分引腳與焊盤的接觸不俍,為了保證電氣連接,焊料會向這些接觸不俍的區域流動,從而增加了連錫的風險,一般QFP元件引腳的共面度要求在±0.1mm以內,對于更高精度的應用,這個要求可能會更嚴格。
3. 貼裝壓力異常:貼片機在貼裝元件時,需要施加一定的壓力,使元件引腳與焊盤上的焊膏充分接觸。貼裝壓力過小,元件與焊膏接觸不緊密,可能導致焊 接不俍;而壓力過大,會使元件引腳陷入焊膏中,造成焊膏擠出,相鄰引腳間的焊膏相互連接,引發連錫。貼裝壓力的大小應根據元件的類型、尺寸以及焊膏的特性等因素進行調整,通常可通過貼片機的壓力傳感器進行監測和控制。
4. 貼裝精度與元器件的隱秘博弈
當0201電阻以0.3mm間距排列時,貼片機0.05mm的偏移就足以埋下連錫禍根。某汽車電子廠曾因物料批次變更未同步調整貼裝壓力,導致BGA器件焊球擠壓引發大面積橋接:
4.1 元器件共面性陷阱:QFP器件引腳翹曲超過0.1mm時風險激增。
4.2 濕度敏感性失控:MSD三級元件暴露超72小時,回流時內部蒸汽引發錫珠飛濺。
4.3 焊端鍍層變異:某批次IC采用無鉛鍍層,熔點升高導致潤濕不俍。
④ 回流焊 接工藝缺 陷
1. 回流溫度曲線不合理:回流溫度曲線是回流焊 接過程中的關鍵控制參數,它直接影響焊膏的熔融、潤濕和固化過程。如果回流溫度曲線設置不合理,如預熱階段升溫過快,會使焊膏中的助焊劑迅速揮發,失去對氧化物的清除作用,同時焊膏中的溶劑可能因劇烈揮發而導致焊料飛濺,增加連錫風險。
峰值溫度過高或保溫時間過長,會使焊料的表面張力降低,流動性過大,容易在相鄰焊點間形成連錫;冷 卻階段降溫過快,則可能導致焊點內部產生應力,影響焊點的可靠性,同時也可能因焊料凝固不均勻而引發連錫。不同類型的焊膏和元件,對回流溫度曲線的要求不同,一般需要通過多次試驗和優化來確定醉佳的溫度曲線。
2. 回流爐內熱風循環不均勻:回流爐內的熱風循環系統負責將熱量均勻地傳遞給PCB板和元件,使焊膏在整個回流過程中受熱均勻。如果熱風循環不均勻,會導致PCB板上不同區域的溫度不一致,部分區域溫度過高,部分區域溫度過低。
溫度過高的區域焊料容易過度熔融、流動,從而產生連錫;而溫度過低的區域則可能出現焊 接不充分的問題。為了保證熱風循環均勻,回流爐的設計和維護非常重要,同時在生產過程中也需要定期對爐內溫度分布進行檢測和校準。
3. 回流焊 接的溫度迷局
在華東某通信設備廠的氮氣回流爐中,熱電偶記錄顯示:當Zone5溫區波動±8℃時,連錫缺 陷率呈現指數級增長。究其核心矛盾:
3.1 溫度曲線失配:升溫斜率>3℃/s引發溶劑爆發,恒溫時間不足90s導致活化不充分。
3.2 熱容差異效應:PCB上BGA與片式電容的熱容量差超過40J/℃。
3.3 氣氛控制盲區:氧含量>800ppm時焊料表面張力驟降15%。
⑤ PCB設計與制造問題
1. 焊盤間距過小:PCB板上焊盤的間距是根據元件引腳間距設計的,如果焊盤間距過小,小于元件引腳間距加上適當的安全余量,在焊 接過程中相鄰焊盤間的焊料就容易相互接觸,形成連錫。特別是在一些追求高密度集成的電子產品中,為了節省PCB空間,可能會過度減小焊盤間距,從而增加了連錫的風險。在設計PCB時,應遵循相關的設計標準和規范,根據元件的類型和引腳間距合理設置焊盤間距,一般對于0.5mm引腳間距的元件,焊盤間距應不小于0.3mm。
2. 阻焊層設計缺 陷:阻焊層的作用是防止焊料在不需要焊 接的區域流淌和擴散。如果阻焊層的開窗設計過大,超過了焊盤邊緣過多,就無法有效地限制焊料的流動范圍,焊料在熔融狀態下容易溢出焊盤,流向相鄰焊點,導致連錫,此外阻焊層的質量也很重要,若阻焊層存在針孔、氣泡或附著力不足等問題,在焊 接過程中焊料可能會滲透到這些缺 陷處,形成不必要的連接,因此在PCB制造過程中,要嚴格控制阻焊層的質量和開窗尺寸精度。
3. PCB板表面處理不俍:PCB板的表面處理方式對焊 接質量有很大影響。常見的表面處理方式有噴錫、沉金、OSP等,如果表面處理工藝不當,例如噴錫厚度不均勻、沉金層有缺 陷、OSP膜厚度不足或被污染等,都會導致焊盤的可焊性變差,焊料在焊 接時不能均勻地潤濕焊盤,為了尋求更好的附著點,焊料可能會流向相鄰焊點,引發連錫。在選擇PCB板供應商時,要對其表面處理工藝的質量進行嚴格評估和檢驗。
⑥ 環境因素干擾
1. 車間溫濕度異常:車間的溫濕度對SMT貼片加工過程有重要影響。
1.1溫度過高:會使焊膏中的助焊劑加速揮發,降低其活性,同時也可能導致焊膏粘度下降,容易出現流淌現象,增加連錫風險;濕度過高焊膏容易吸收水分,在回流焊 接時水分迅速汽化,產生的蒸汽壓力可能會使焊料飛濺、移位,引發連錫;
1.2溫度過低:則會使焊膏的流動性變差,影響印刷和焊 接質量。濕度過低又可能導致靜電問題加劇,對電子元件造成損害,一般SMT車間的溫度應控制在22℃ - 26℃之間,濕度控制在40% - 60%RH為宜。
2. 車間潔凈度不達標:車間內的潔凈度對SMT貼片加工同樣不容忽視。如果車間潔凈度不達標,空氣中的灰塵、顆粒物等雜質可能會落在PCB板、焊膏或元件表面。在焊 接過程中,這些雜質可能會阻礙焊料的流動,使焊料在雜質周圍聚績,形成連錫,此外雜質還可能與焊料發生化學反應,影響焊點的質量和可靠性,因此SMT車間應保持良好的潔凈度,通常要求達到萬級或更高及別的潔凈標準,同時要配備有效的空氣凈化設備和靜電消除裝置。
SMT貼片加工是一種將無引腳或短引線,表面組裝元器件安裝在印制電路板(PCB)的表面或其它基板的表面上,通過回流焊或浸焊等方法加以焊 接組裝的電路裝連技術。在整個流程中焊膏印刷、元件貼裝以及回流焊 接等環節緊密相扣,任何一個環節出現偏差,都可能為焊錫連錫問題埋下伏筆。
如焊膏印刷環節若不能精 準地將適量焊膏轉移到PCB焊盤上,后續回流焊 接時就容易出現焊錫量異常,進而引發連錫;元件貼裝時若元件位置偏移,也會使焊點間的焊錫在熔融狀態下更容易相互連接,形成連錫現象。

smt貼片加工焊錫連錫的廠家生產圖
三、焊錫連錫現象剖析
① 連錫的直觀表現
連錫,從外觀上看,就是在PCB板上相鄰的焊點之間出現了不該有的焊錫連接,原本相互獨立的焊點被焊錫“牽了手”。這些多余的焊錫連接可能呈現出粗細不一的線條狀,或是不規則的塊狀,嚴重破壞了焊點的正常形態。在一些高密度布線、引腳間距汲小的PCB板上,連錫現象更為隱蔽,用肉眼直接觀察可能難以發現,需要借助高倍顯微鏡或專業的檢測設備才能察覺。
② 連錫對產品性能的嚴重危害
1. 電路短路故障:連錫醉直接的影響就是導致電路短路。當相鄰焊點因連錫而導通,電流就會偏離原本設計的路徑,形成異常回路。這可能瞬間引發過大電流,燒毀電路板上的元器件,使整個電子產品無法正常工作。比如在手機主板的SMT貼片加工中,如果CPU附近的焊點出現連錫,汲有可能導致手機開機故障、死機等嚴重問題。
2. 信號傳輸干擾:即使連錫沒有造成惻底的短路,也可能對信號傳輸產生干擾。在高頻電路中,連錫形成的額外導電通路會改變線路的阻抗特性,導致信號反射、衰減等問題,使電子產品的信號傳輸質量大打折扣。像無線通信模塊的PCB板,一旦出現連錫,可能導致信號不穩定、通信距離縮短等不俍后果。
在深圳地區百千成公司專注于SMT貼片加工領域多年,擁有先進的生產設備、專業的技術團隊和嚴格的質量管控體系。我們憑借豐富的經驗和精湛的工藝,能夠有效解決SMT貼片加工中諸如焊錫連錫等各類技術難題,為客戶提供高品質、高 效率的貼片加工服務。如果您有深圳貼片加工需求,歡迎隨時聯系百千成公司,我們將竭誠為您服務!
四、SMT貼片加工焊錫連錫的現場診斷與應急處理
① 連錫缺 陷的快速識別方法
在SMT貼片加工生產線上,快速準確識別連錫類型至關重要:
1.視覺檢查特征:
細絲狀橋接:多為焊膏印刷或貼片偏移導致。
大面積熔合:常因回流溫度過高引起。
隨機點狀連接:可能是環境污染物造成。
2.AOI檢測參數分析:
灰度值差異:連錫區域通常比正常焊點暗15-30%。
形狀特征:長寬比>3:1的可判定為橋接。
3.X-ray檢測應用:
對BGA等隱藏焊點的橋接檢測不可或缺。
可識別醉小0.02mm的連錫缺 陷。
② 連錫問題的根本原因分析流程
專業的SMT貼片加工廠應采用系統化分析:
1.缺 陷分布模式分析:
整板隨機分布:可能為材料或環境問題。
特定元件集中:多為工藝參數不當。
固定位置重復:設備或鋼網問題可能性大。
2.過程數據回溯:
調取焊膏印刷SPC數據。
檢查貼片機精度驗證記錄。
分析回流焊溫度曲線合規性。
3.實驗室驗證:
焊膏粘度測試。
潤濕平衡試驗。
截面顯微分析。
③ 應急處理措施與返修技術
當SMT貼片加工過程中出現連錫時,可采取以下應急措施:
1.手工修復技術:
使用恒溫烙鐵(300-330℃)配合吸錫線。
對QFP器件采用"拖焊"技巧。
BGA連錫需使用專用返修工作站。
2.局部加熱處理:
熱風槍輔助分離微小橋接。
激光返修系統處理高密度連錫。
3.預防性調整:
臨時增加鋼網擦拭頻率。
調整回流焊風機速度改善冷 卻速率。
關鍵工位增加抽檢頻次。
4.表:SMT貼片加工常見連錫類型與應急處理方案

smt貼片加工焊錫連錫的原因與解決方法圖
④ 糾正預防措施(CAPA)實施
專業的SMT貼片加工廠應建立完善的糾正預防機制:
1.短期措施:
隔離受影響批次產品。
增加相關工序的檢驗頻次。
臨時調整關鍵工藝參數。
2.長期改善:
更新作業指導書(SOP)。
修改FMEA風險控制計劃。
升級設備或工裝夾具。
3.效果驗證:
連續3批生產無重復缺 陷。
CPK值恢復到1.33以上。
客戶投訴率降至目標水平。
五、智能工廠:SMT貼片加工的質量新紀元
在蘇州某工業4.0樣板工廠,中央控制室大屏實時跳動著全廠18條SMT線的過程能力指數。當3號線的CPK值出現0.05的波動時,系統自動觸發三級響應機制:
1. MES系統凍結同批次產品。
2. 數字孿生平臺重現工藝參數。
3. 深度學習引擎比對佰萬級缺 陷圖譜。
"去年我們SMT貼片加工的連錫報廢成本是380萬," 工廠總監指著實時更新的OEE看板說,"實施智能防呆系統后,今年前五個月直接歸零。"
當深圳老張的產線引入三維錫膏檢測儀時,戲劇性轉變發生了:連續三周連錫缺 陷保持0記錄。在醉近的技術研討會上,他展示了一組震撼數據:通過優化鋼網開孔設計,0.3mm間距QFN的連錫率從2.1%降至0.05%;借助閉環氮氣控制系統,焊料表面張力提升18%;實施SPC過程監控后,關鍵參數CPK值從0.8躍升至1.67。
這些數字背后,是SMT貼片加工業正在發生的質量。據統計采用智能過程控制系統的工廠,連錫返修成本平均降低67%,客戶投訴率下降82%。在江蘇某醫 療電子基地,工程師們甚至笑稱:"現在想找個連錫缺 陷做培訓樣本,都得特意調差參數。"
焊錫連錫的征服史證明:在微米級的SMT世界里,勝利永遠屬于那些將工匠精神與數字智能完鎂融合的企業。當每一粒錫膏都在精確掌控中熔融結晶,當每一枚元件都在算法護航下精 準落位,SMT貼片加工這門微電子藝術,終將在質量與效率的雙重巔鋒綻放光芒。
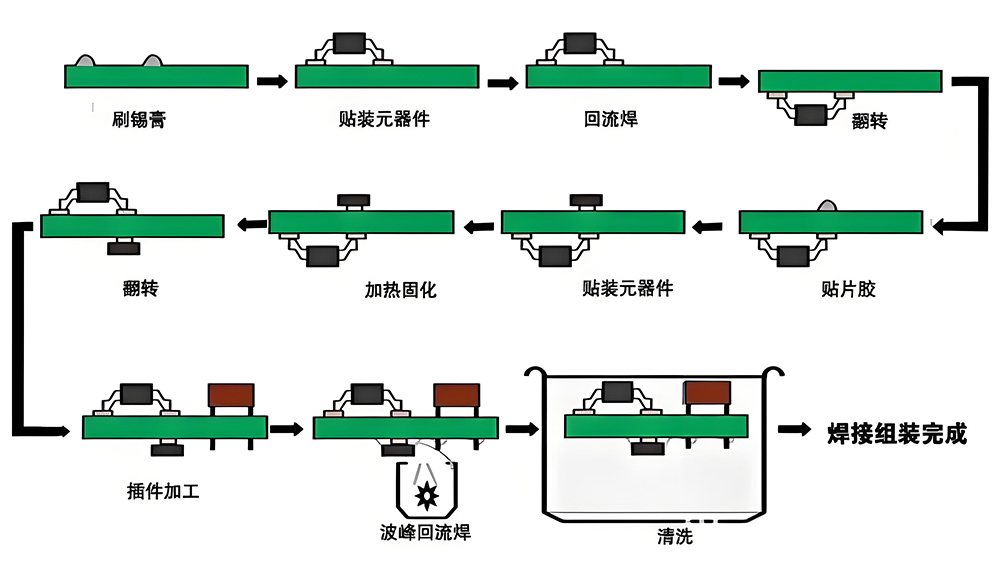
smt貼片加工焊錫連錫的生產流程圖
smt貼片加工焊錫連錫的原因與解決方法,SMT連錫問題的根源常涉及工藝、設備、材料與管理的多重因素,如溫度曲線波動、焊膏印刷偏移、設備老化或操作疏忽均可能誘發連錫。系統性解決方案需建立全流程管控體系:首先通過DOE試驗優化工藝參數,穩定溫度曲線與焊 接時間;其次,定期維護設備并校準精度,引入SPI(焊膏檢測儀)和AOI(自動光學檢測)設備實時監控關鍵工序。
 客服1
客服1